



单轮车花刀
车花特点:
车削外径车花刀可以调整切削角度,可以保护机床的精度,对于小型机床刚性要求低。
适用机床类型:数控车床,自动车床,多轴车床,瑞士型自动车床,车铣复合机床。
单轮车花刀 :
可加工直纹及左右斜纹,切削刀头和刀柄夹持间隙有微调功能。
加工花纹类型:
车花类型
车花轮
进给方式

RAA
BR30°
F←

RBR30°
AA
F←

RAA
BL30°
F←

RBL30°
AA
F←
采用进口车花轮:
AA
BL15°
BR15°
BL30°
BR30°





产品数据:
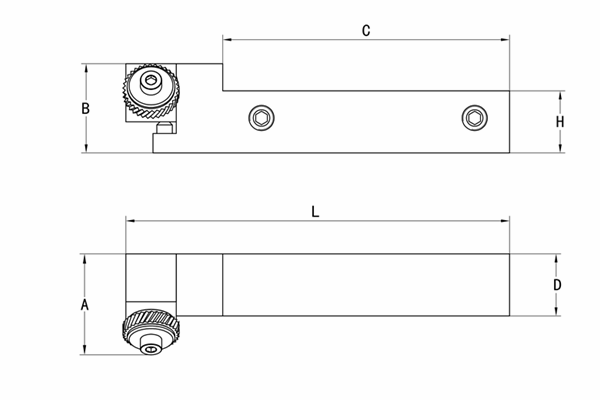
CH1145R14
26
36
工具型号
安装方向
加工范围
车花轮尺寸
刀杆尺寸
备件
A
B
C
D
H
L
R+L
正反可调
Φ3-50
Φ14.5×3×5
23
74
16
14
99
EAT14.53
CH1145R16
16
CH1215R20
Φ5-250
Φ21.5×5×8
39
114
25
20
149
EAT21.55
CH1215R25
25
车花系列刀具使用方法:
1,将刀具装入刀座,调整刀具中心高确保在工件中心位置。
2,将车花轮靠近工件外径,调整两个轮子全宽轴线完全同时贴住工件。
3,开始车花时,以快速进入1/2的牙距深度,宽度约为轮子宽的1/3。
4,当花目成型完成后,才开始Z轴向的进给。
5,如果牙型有牙型有错误,可以通过调整刀座轴向修正。
6,使用较大的切削液或润滑油排去车下来的铁屑。