



通孔型滚压工具
滚压刀简介
滚压刀能在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的. 无论用何种金属加工刀具加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象。滚压刀是利用机械挤压的原理,获得光洁如镜的金属表面的一种机械无切削的塑性加工方法。
它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压刀具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度的提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法 ,因此这种方法可同时达到光整加工及强化两种目的,是磨削、车削无法做到的。
产品数据
通孔用镜面滚压工具,使用于通孔的加工。加工孔径Φ4-200mm为标准规格,接受非标定制。
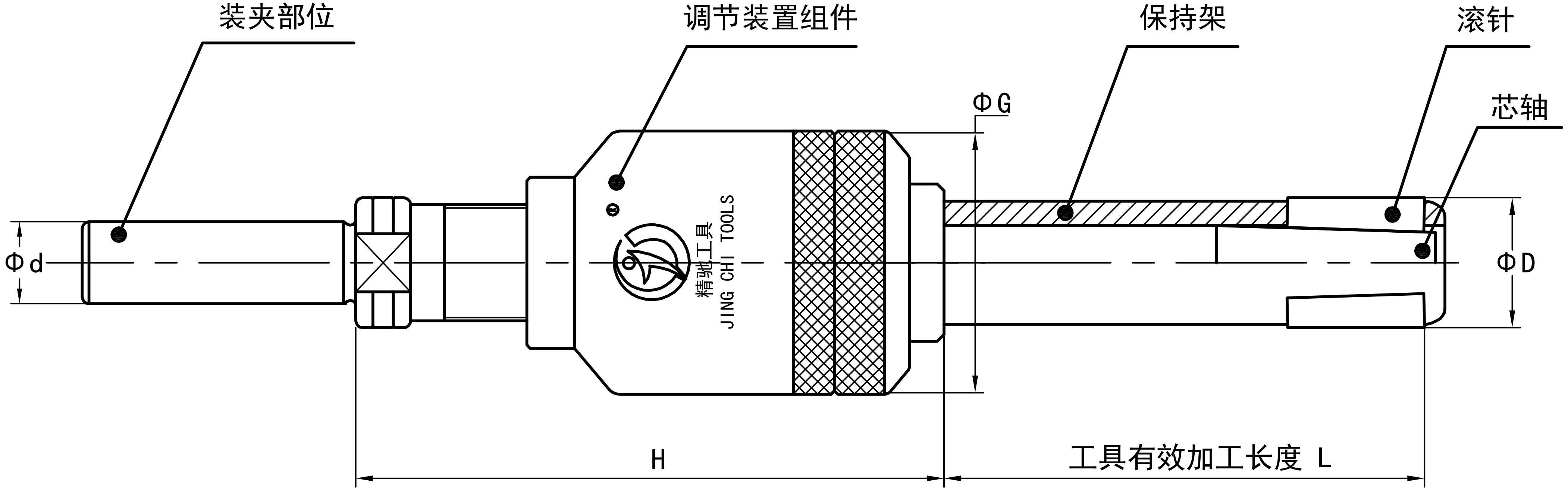
工具型号
调节组件型号、
直径及调节范围
最大有效加工长度L
可选配柄 /H
ΦD
ΦG
通孔/盲孔
A
B
C
D
直柄
H
锥柄
H
Φ4.5-Φ5
(仅通孔)
HA0
30
-0.05/+0.15
无盲孔
50
80
_
_
Φ12*40
Φ16*40
78
MT2
68
Φ6-Φ8
-0.05/+0.25
-0.05/+0.25
100
_
Φ9-Φ11
-0.05/+0.4
-0.05/+0.4
130
Φ12-Φ16
HA1
35
-0.1/+0.5
-0.05/+0.5
Φ17-Φ19
60
90
110
140
Φ20-Φ25
HA2
39
-0.1/+0.5
70
100
120
150
88
78
Φ26-Φ39
80
130
180
230
Φ12*40
Φ16*40
Φ20*50
MT2
MT3
MT4
Φ40-Φ45
0/+0.5
150
200
250
300
Φ46-Φ68
HA3/45
160
210
260
310
100
88
Φ70-Φ200
-0.1/+0.5
0/+0.5
_
_
MT3/4/5
95
注:孔径Φ26-68的滚压刀有效加工长度从B档开始柄部标配MT3,如需其他型号规格需定做。加工孔径Φ40以上的滚压刀,由于调节组件的外径比加工孔径小,可通过加长柄部尺寸的方法增加加工长度。
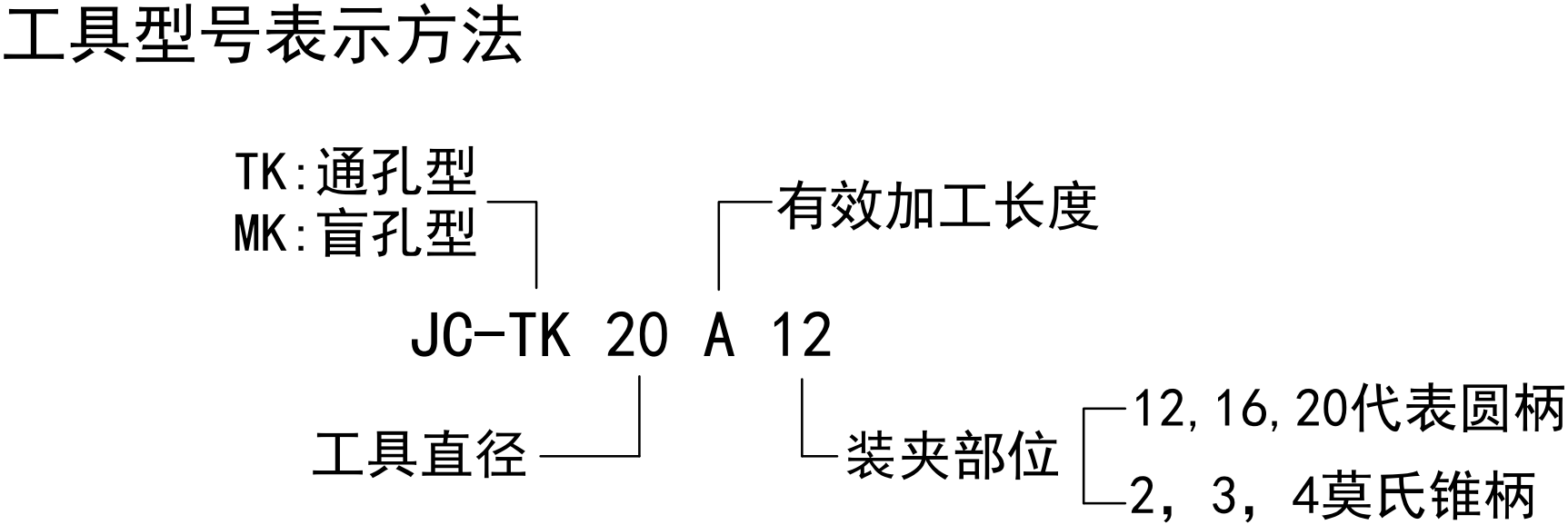
工具型号表示方法
产品展示
